
设备系列
激光焊接一般分为热传导焊和深熔焊,当激光功率密度大于 106W/cm² 形成激光深熔焊。激光焊接因能量集中, 可精确控制,热影响区小,变形小,属于精密焊接。激光焊接为非接触式焊接,光纤传输,可达性较好,自动化程度高。

1、具有多年的激光焊接设备研发经验和成熟的焊接工艺,以达到工艺要求为最终目标,同时兼顾设备实际操作的便捷性。
2、更灵活的定制方式,可以实现双机器人协同焊接,完成更复杂的任务。
3、激光器,机器人,送丝机等所有设备统一监控和操作,所有加工信息尽收眼底。
1、具有多年的激光焊接设备研发经验和成熟的焊接工艺,以达到工艺要求为最终目标,同时兼顾设备实际操作的便捷性。
2、更灵活的定制方式,可以实现双机器人协同焊接,完成更复杂的任务。
3、激光器,机器人,送丝机等所有设备统一监控和操作,所有加工信息尽收眼底。
1、具有多年的激光焊接设备研发经验和成熟的焊接工艺,以达到工艺要求为最终目标,同时兼顾设备实际操作的便捷性。
2、更灵活的定制方式,可以实现双机器人协同焊接,完成更复杂的任务。
3、激光器,机器人,送丝机等所有设备统一监控和操作,所有加工信息尽收眼底。
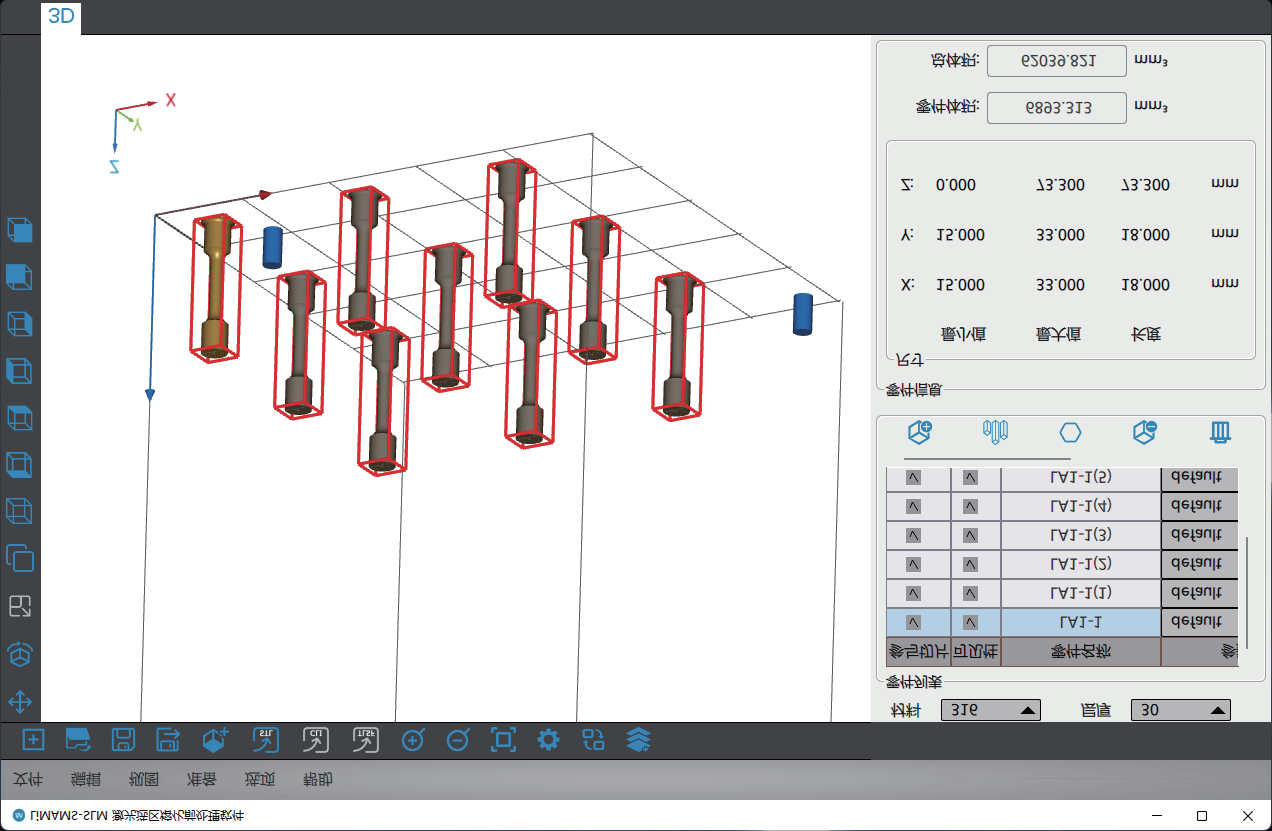
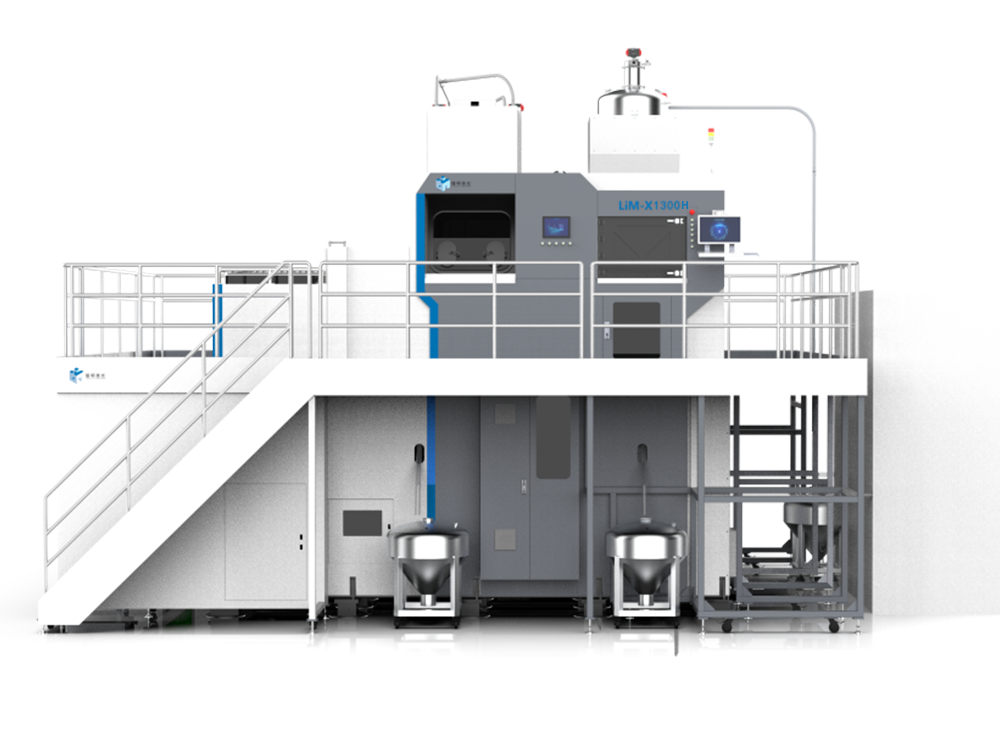
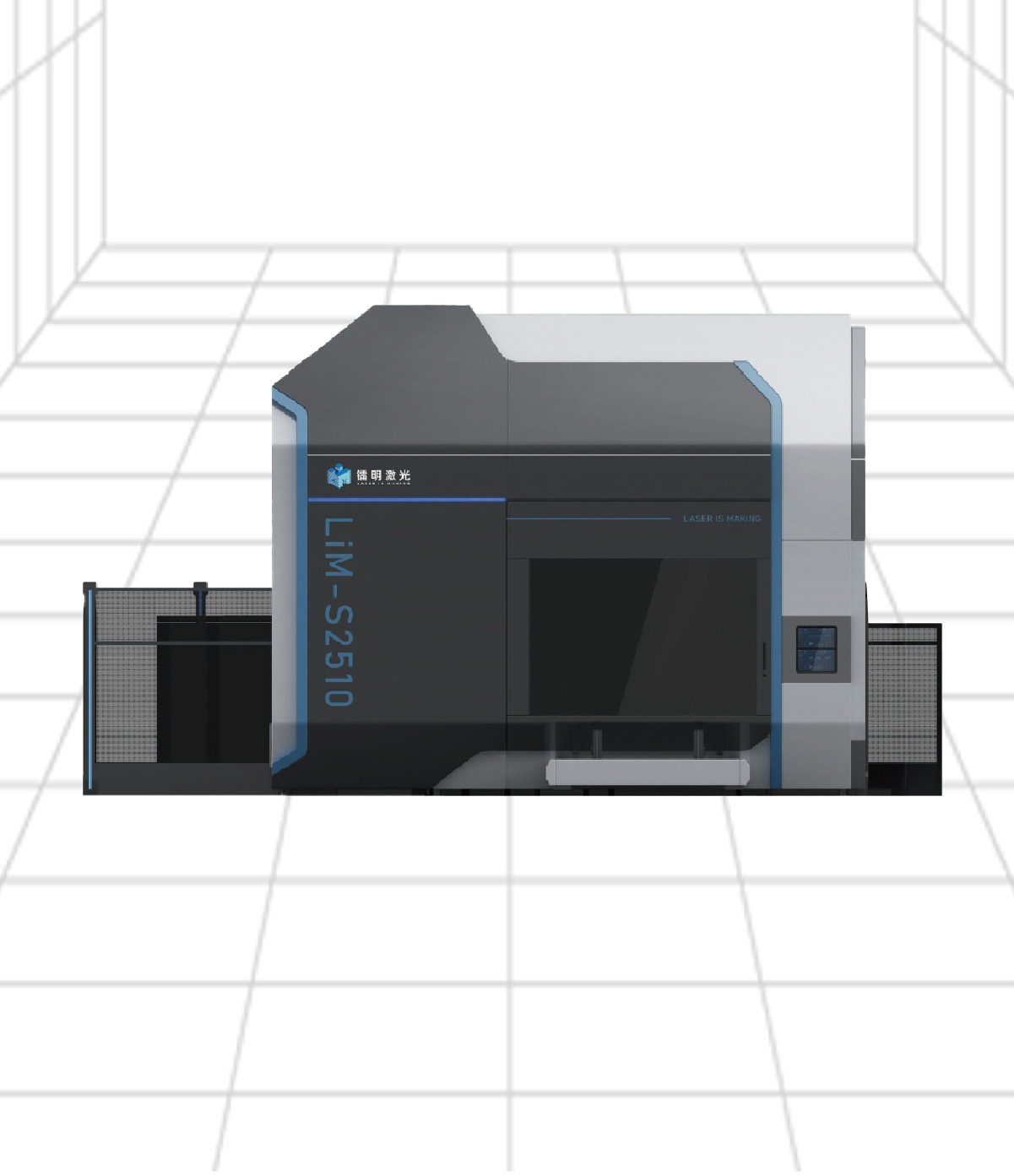
SLM激光选区熔化技术是金属材料增材制造中的一种主要技术方法。该技术选用激光作为能量源,按照三维CAD切片模型中规划好的路径在金属粉末床进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。
LENS激光近净成形技术是快速成形技术和激光熔覆技术的有机结合,是以金属粉末为原材料,以高能束的激光作为热源,根据成形零件 CAD 模型将供给的金属粉末进行逐层熔化、快速凝固、逐层沉积,从而实现整个金属零件的直接制造。
激光同轴送丝成形,基于独特的环形光路以及同轴供给附加填充材料,焊丝可均匀的熔接,并与目标位置的熔池取得良好的连接。相较于供粉形式的激光成形,由于材料 100% 的被导入并加工,故而材料利用率非常高。即使工作距离在一定范围内波动,也可使能量均匀分布在一个完全环形的聚焦区域,从而保证稳定的加工过程。激光同轴送丝 工艺的应用领域目前主要有高端的工件修复,耐腐蚀材料的涂层,薄壁 2.5D 结构的生成,以及大体积的增材加工。
激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,熔覆层稀释度低但结合力强,与基体呈冶金结合,可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化或电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求的同时可节约大量的材料成本。
SLM激光选区熔化技术是金属材料增材制造中的一种主要技术方法。该技术选用激光作为能量源,按照三维CAD切片模型中规划好的路径在金属粉末床进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。
LENS激光近净成形技术是快速成形技术和激光熔覆技术的有机结合,是以金属粉末为原材料,以高能束的激光作为热源,根据成形零件 CAD 模型将供给的金属粉末进行逐层熔化、快速凝固、逐层沉积,从而实现整个金属零件的直接制造。
激光同轴送丝成形,基于独特的环形光路以及同轴供给附加填充材料,焊丝可均匀的熔接,并与目标位置的熔池取得良好的连接。相较于供粉形式的激光成形,由于材料 100% 的被导入并加工,故而材料利用率非常高。即使工作距离在一定范围内波动,也可使能量均匀分布在一个完全环形的聚焦区域,从而保证稳定的加工过程。激光同轴送丝 工艺的应用领域目前主要有高端的工件修复,耐腐蚀材料的涂层,薄壁 2.5D 结构的生成,以及大体积的增材加工。
激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,熔覆层稀释度低但结合力强,与基体呈冶金结合,可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化或电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求的同时可节约大量的材料成本。
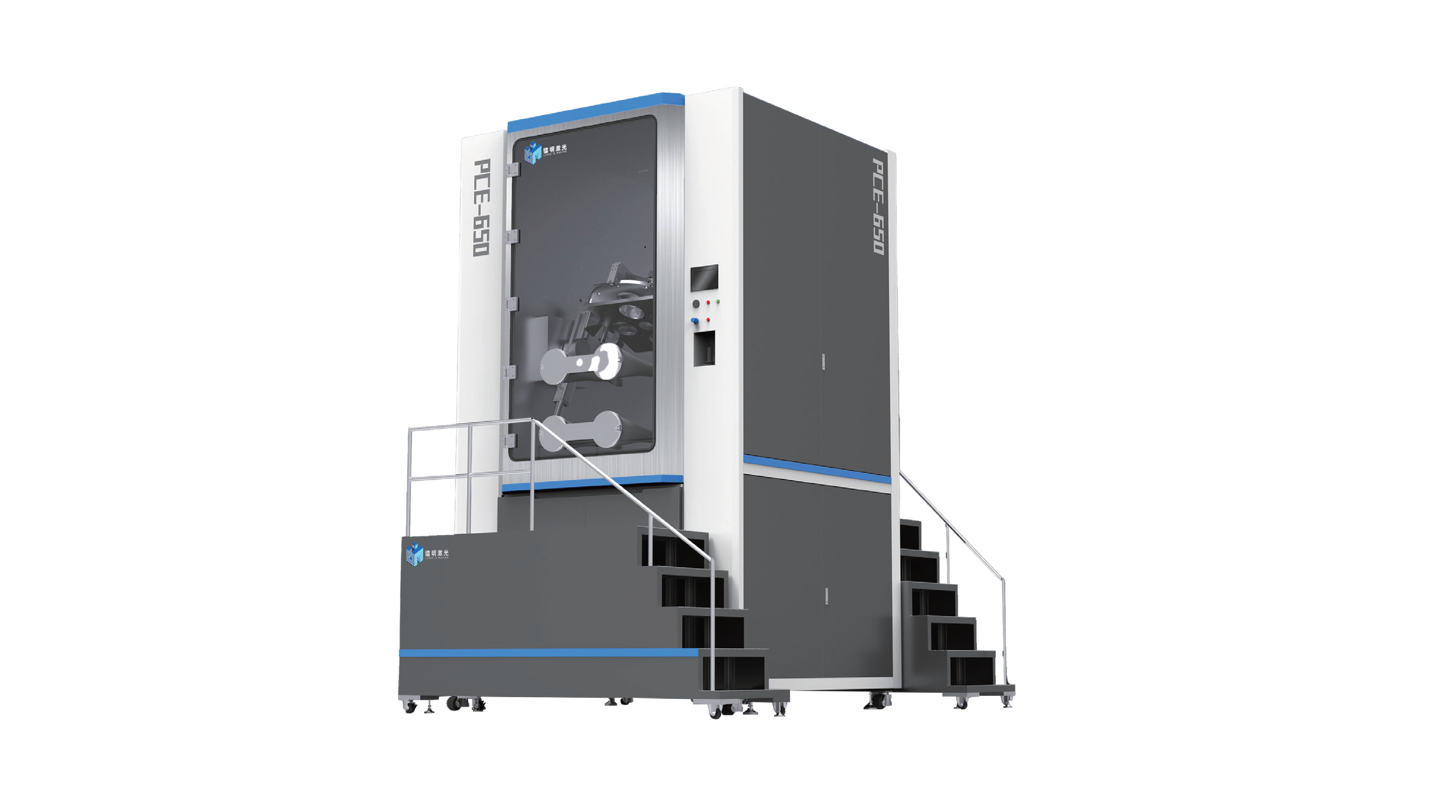
SLM激光选区熔化技术是金属材料增材制造中的一种主要技术方法。该技术选用激光作为能量源,按照三维CAD切片模型中规划好的路径在金属粉末床进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。
LENS激光近净成形技术是快速成形技术和激光熔覆技术的有机结合,是以金属粉末为原材料,以高能束的激光作为热源,根据成形零件 CAD 模型将供给的金属粉末进行逐层熔化、快速凝固、逐层沉积,从而实现整个金属零件的直接制造。
激光同轴送丝成形,基于独特的环形光路以及同轴供给附加填充材料,焊丝可均匀的熔接,并与目标位置的熔池取得良好的连接。相较于供粉形式的激光成形,由于材料 100% 的被导入并加工,故而材料利用率非常高。即使工作距离在一定范围内波动,也可使能量均匀分布在一个完全环形的聚焦区域,从而保证稳定的加工过程。激光同轴送丝 工艺的应用领域目前主要有高端的工件修复,耐腐蚀材料的涂层,薄壁 2.5D 结构的生成,以及大体积的增材加工。
激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,熔覆层稀释度低但结合力强,与基体呈冶金结合,可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化或电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求的同时可节约大量的材料成本。
SLM激光选区熔化技术是金属材料增材制造中的一种主要技术方法。该技术选用激光作为能量源,按照三维CAD切片模型中规划好的路径在金属粉末床进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。
LENS激光近净成形技术是快速成形技术和激光熔覆技术的有机结合,是以金属粉末为原材料,以高能束的激光作为热源,根据成形零件 CAD 模型将供给的金属粉末进行逐层熔化、快速凝固、逐层沉积,从而实现整个金属零件的直接制造。
激光同轴送丝成形,基于独特的环形光路以及同轴供给附加填充材料,焊丝可均匀的熔接,并与目标位置的熔池取得良好的连接。相较于供粉形式的激光成形,由于材料 100% 的被导入并加工,故而材料利用率非常高。即使工作距离在一定范围内波动,也可使能量均匀分布在一个完全环形的聚焦区域,从而保证稳定的加工过程。激光同轴送丝 工艺的应用领域目前主要有高端的工件修复,耐腐蚀材料的涂层,薄壁 2.5D 结构的生成,以及大体积的增材加工。
激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,熔覆层稀释度低但结合力强,与基体呈冶金结合,可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化或电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求的同时可节约大量的材料成本。
