鑫精合_金属3D打印机_SLM打印机_金属增材制造_金属增减材制造整体解决方案提供商
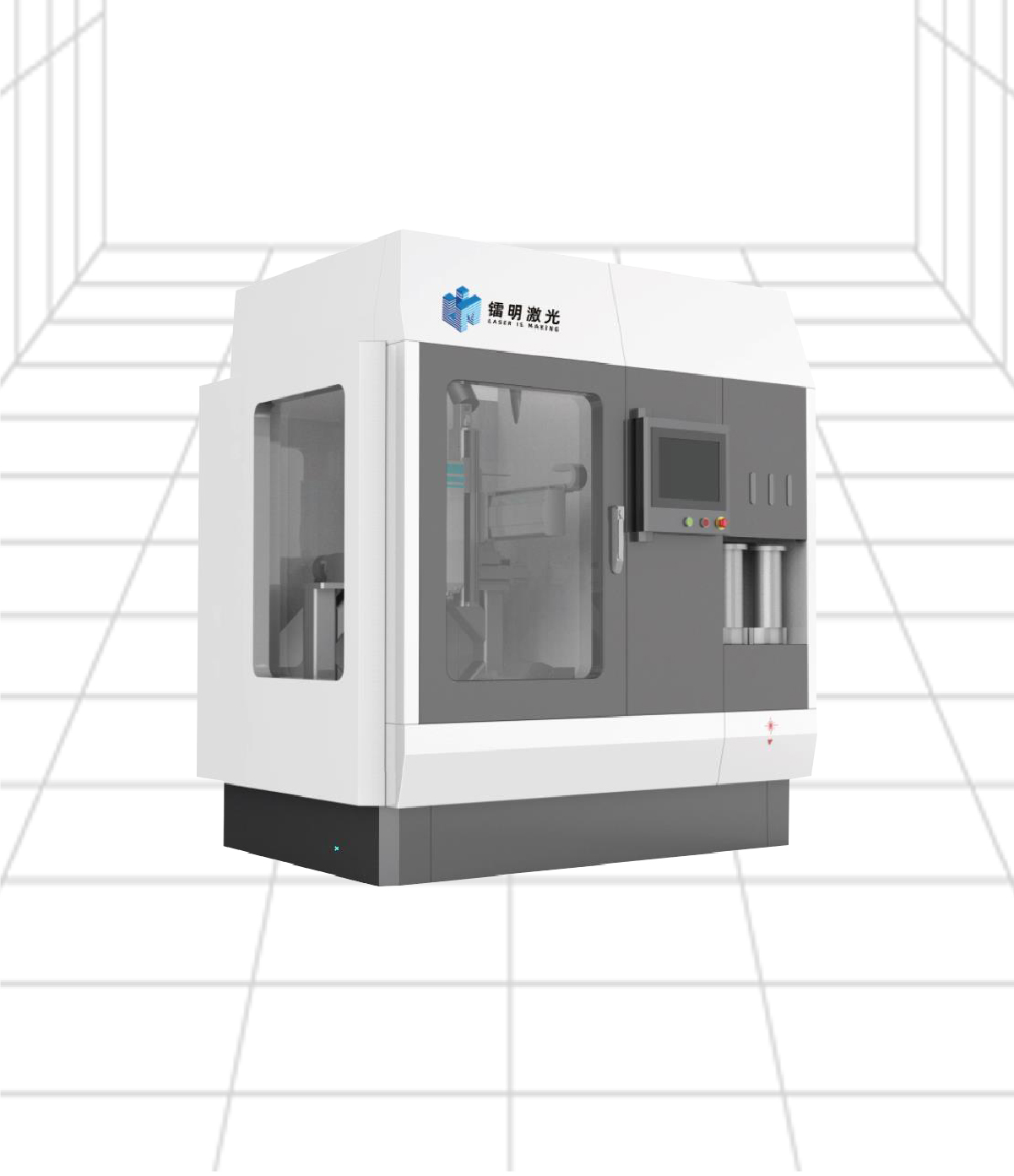
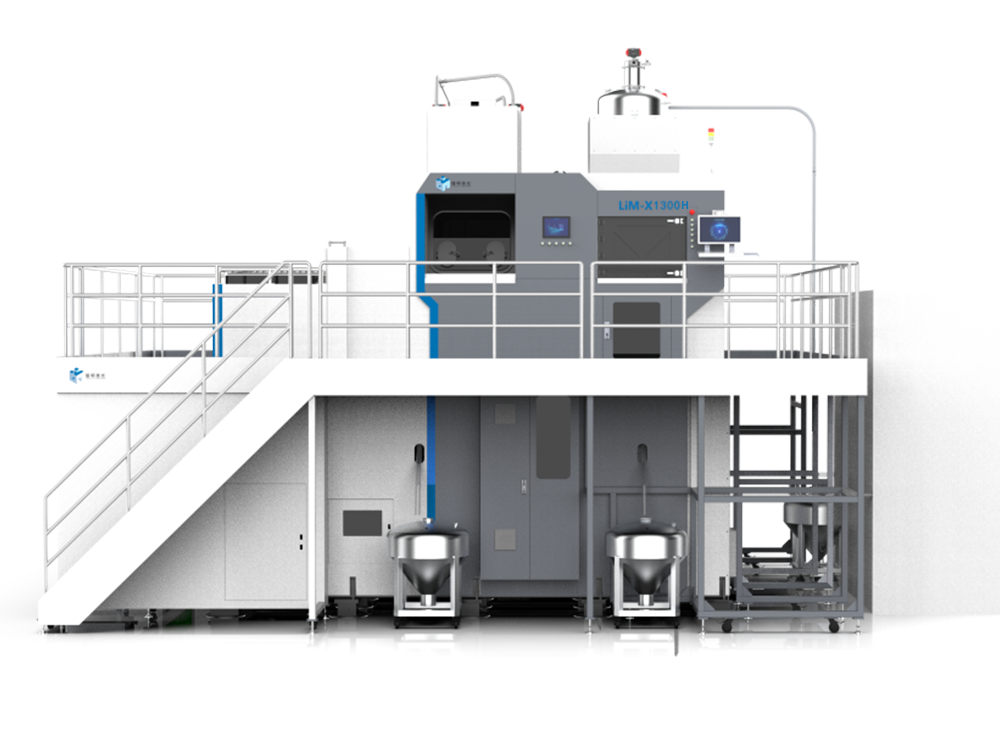
Equipment Display
设备展示
金属增/减材制造整体解决方案提供商








Solution
解决方案
Scope Of Services
服务范围
金属增/减材制造整体解决方案提供商

服务范围
拥有各类增材制造设备100余台套,可承接各行业对金属3D打印零部件的需求,可提供SLM、LENS、同轴送丝、 电弧3D打印等各种工艺的金属3D打印零部件,满足钛合金、 铝合金、高温合金、铜合金、不锈钢、模具钢等各种材料的3D打印需求。
服务范围
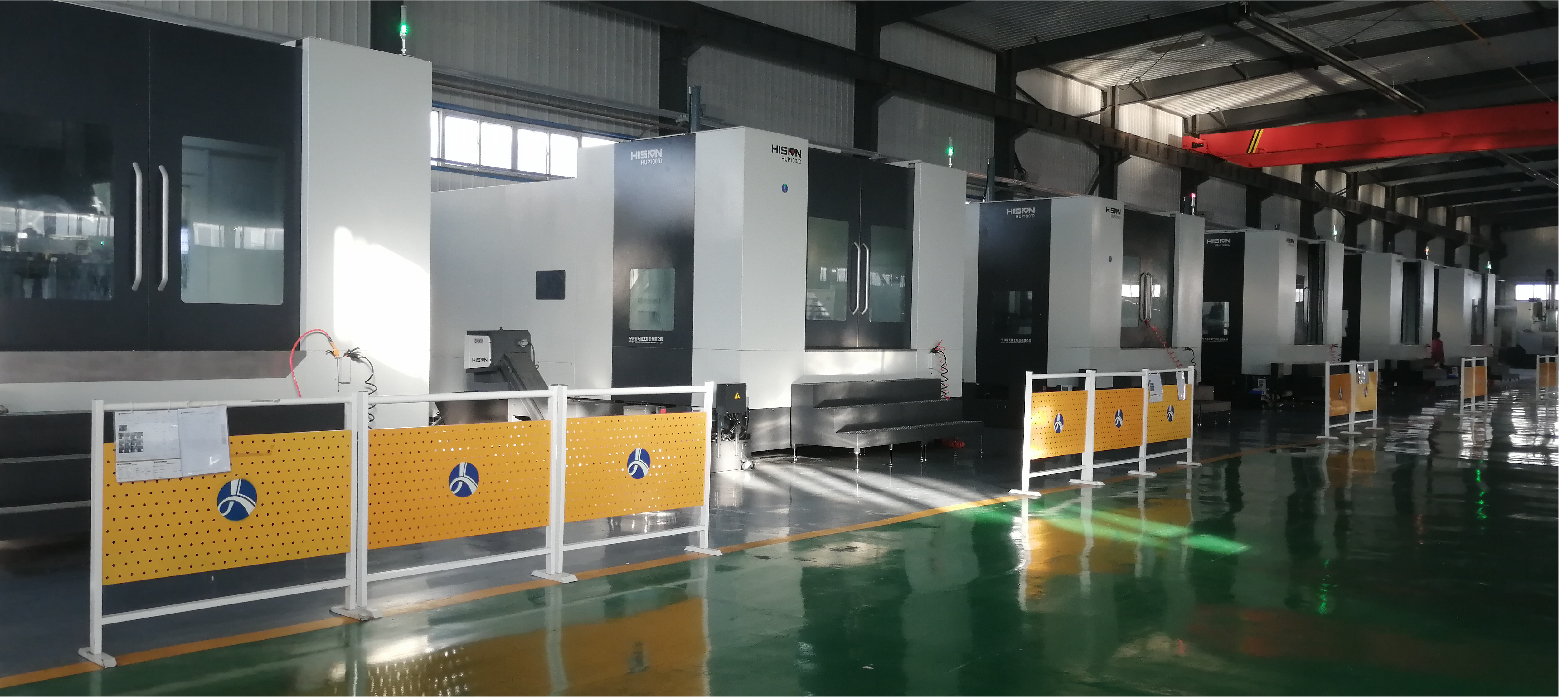
拥有各类机械加工设备150余台套,拥有先进的五轴加工中心20余台,可承接各行业机加工需求,在铝合金、钛合金、高温合金等材料上具备独有工艺,在大型框梁结构、回转体结构、大尺寸薄壁结构加工方面积累了十余年的丰富经验。

服务范围
主要从事航发和飞机钣金类零件成形和组焊加工,飞行器结构件减重技术的应用开发和钛合金、高温合金等新型空间材料特种加工工艺开发及批量化生产, 拥有热蠕变成型、氩弧焊、电阻焊、双机械手激光焊、三维五轴激光切割等数十套先进设备,拥有真空炉、空气炉等多套热处理设备,同时设计生产工装、模具、焊卡及装配型架,并设计生产高能量密度束应用设备及特种焊接设备。

服务范围
获得 ISO 9001、GJB9001C、AS9100D 质量管理体系认证,拥有原材料检测、尺寸检测、性能检测等几十套标准检测仪器和设备,从原材料到加工过程到成品下线,均通过严格的各项检测和监控,确保产品质量;同时各项记录和指标数据均留存完成报告或记录,终身可追溯。






News Zone
新闻专区
Hot Activities
热门活动
01
鑫精合圆满收官CAEE2025,超米级设备矩阵提速航空航天智能制造
10月25日,第三届中国航空数智能力建设及工艺设备博览会(CAEE2025)在西安临空会展中心圆满落幕。鑫精合&镭明激光作为增材制造行业先进企业,携LiM-X1500H超米级金属3D打印设备及最新前沿技术成果、行业应用精彩亮相,全面呈现了公司在金属增材制造领域的技术先进性与质量可靠性。
02
聚焦行业新发展,鑫精合携金属3D打印方案参加2025涡轮展
5月27日-29日,2025涡轮技术大会暨民用航空发动机与燃气轮机展在苏州召开,鑫精合携多项金属3D打印创新成果亮相,全维度展示公司在航空动力与燃气轮机领域的前沿技术。
03
鑫精合协办:河北省增材制造技术创新发展论坛暨2025年度河北省增材制造学会年会成功举办
近日,河北省增材制造技术创新发展论坛暨2025年度河北省增材制造学会年会在津召开。
Key Participation In Exhibitions
重点参加展会
Strategic Layout
战略布局
潍坊鑫精合-金属3D打印服务&机加工&焊基地
地址:潍坊市区清池街道张营社区潍坊航空航天产业园3号综合楼6、7、8号厂房
天津镭明激光-金属3D打印设备研发和生产基地
地址:天津市西青区中北镇开源路12号C栋













Partners
合作伙伴

中核集团
中船重工

天津大学

中国船舶
联系我们

浙江省湖州市吴兴区织里镇利济西路399号

010-61783573

13032202418

tscsales@tsc-bj.com

18622468793

yangliu@tsc-bj.com
留言信箱
关注我们
